मशिन केलेले भाग


लघु वर्णन:
मशिन केलेले भागविविध यांत्रिक उपकरणे आणि उपकरणे मूलभूत घटक तयार करतात. याद्वारे वापरलेली उपकरणे आणि प्रक्रिया उच्च स्तरीय सद्य मशीन डिझाइन, साहित्य, ग्लूटरिंग, यंत्रसामग्री, इलेक्ट्रॉनिक्स, औद्योगिक नियंत्रण आणि इतर क्षेत्रांमध्ये समाकलित करतात.
तंत्रज्ञानाच्या विकासासह, अचूक भाग आणि मशीनिंग आधुनिक औद्योगिक उत्पादनात वाढत्या महत्त्वपूर्ण भूमिका बजावतात. मेस्टेच अनेक वर्षांपासून ग्राहकांना मेटल आणि नॉन-मेटल भागांची अचूक प्रक्रिया करीत आहे.
आधुनिक उद्योगात नेमके धातुच्या भागांची भूमिका काय आहे?
मशीन साधन आहे “औद्योगिक आई मशीन” . यांत्रिक प्रक्रियेपासून जवळजवळ सर्व यांत्रिकी उपकरणे अविभाज्य असतात. तंत्रज्ञान आणि उपकरणांच्या सतत सुधारणेसह, विमानचालन, एरोस्पेस, ऑटोमोबाईल, वैद्यकीय, कृत्रिम बुद्धिमत्ता आणि चिप मॅन्युफॅक्चरिंग यासारख्या सुस्पष्ट भागाची मोठी मागणी आहे, हे सर्व सुस्पष्ट भागांच्या समर्थनापासून अविभाज्य आहेत. अचूक भागांची उच्च-कार्यक्षमता आणि कमी किमतीची मॅन्युफॅक्चरिंग कशी मिळवायची ही यंत्रणा निर्मिती उद्योगाची बाब आहे.
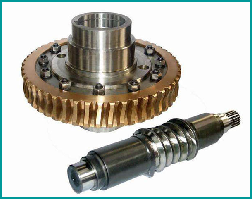
स्टील बेस
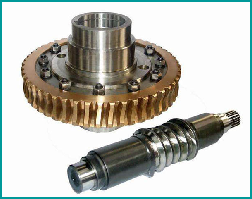
वर्म गिअर

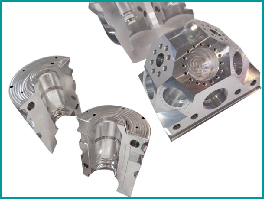
उच्च अचूक भाग

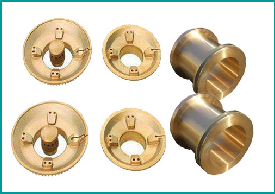
पितळ भाग
आपल्याला मशीनिंग प्रक्रियेचे किती प्रकार माहित आहेत?
प्रेसिजन मशीनिंग ही प्रक्रिया मशीनद्वारे वर्कपीसचे आकार किंवा कार्यक्षमता बदलण्याची प्रक्रिया असते. वर्कपीसवर प्रक्रिया केली जाण्याच्या तापमान स्थितीनुसार, त्यास कोल्ड प्रोसेसिंग, गरम प्रक्रिया आणि विशेष प्रक्रियेमध्ये विभागले जाऊ शकते. हे सामान्यत: तपमानावर प्रक्रिया केली जाते आणि वर्कपीसचे रासायनिक किंवा शारीरिक बदल करत नाही. त्याला कोल्ड प्रोसेसिंग असे म्हणतात. सामान्यत: सामान्य तापमानात किंवा त्याहून कमी प्रक्रिया केल्याने वर्कपीसचे रासायनिक किंवा शारीरिक बदल होतात, ज्यास थर्मल प्रोसेसिंग असे म्हणतात. कोल्ड प्रोसेसिंगला प्रक्रियेच्या पद्धतींच्या फरकानुसार कटिंग आणि प्रेशर प्रोसेसिंगमध्ये विभागले जाऊ शकते. उष्णता उपचार, फोर्जिंग, कास्टिंग आणि वेल्डिंग गरम कामांमध्ये सामान्य आहे. भागांची अचूकता सुनिश्चित करण्यासाठी प्रिसिजन कटिंग हा बहुतेक शेवटचा प्रक्रिया दुवा असतो आणि यांत्रिक भागांच्या प्रक्रियेच्या 60% पेक्षा जास्त भाग घेणारा हा सर्वात मोठा वर्कलोडचा दुवा देखील आहे.
अचूक यांत्रिक कटिंग म्हणजे काय?
तंतोतंत मशीनिंगद्वारे सामग्री काढून टाकण्याच्या प्रक्रियेचा संदर्भ देत मेकॅनिकल कटिंग हा यांत्रिक प्रक्रियेचा मुख्य मार्ग आहे.
प्रेसिजन मेकॅनिकल कटिंग एक प्रकारचे प्रक्रिया मशीन आहे जे उच्च परिशुद्धतेसह असते. भागांची अचूक मशीनिंग जाणण्याचे दोन मुख्य मार्ग आहेतः
(१) कोर्डिनेंट बोरिंग मशीन, थ्रेड ग्राइंडर, वर्म ग्राइंडर, गिअर ग्राइंडर, ऑप्टिकल ग्राइंडर, हाय-प्रेसिजन बाह्य ग्राइंडर, हाय-प्रेसिजन हॉब ग्राइंडर, उच्च अशा उच्च-परिशुद्धता भागांवर प्रक्रिया करण्यासाठी उच्च-परिशुद्धता मशीन टूल्सचा उपयोग करणे -प्रेसिशन थ्रेड लेथ इ. ही मशीन टूल्स उच्च-परिशुद्धता असलेली खास मशीन टूल्स आहेत, जी गिअर्स, टर्बाइन्स, स्क्रू, कटिंग टूल्स, हाय-प्रेसिजन ट्रान्समिशन शाफ्ट आणि इंजिन बॉक्स यासारख्या विशिष्ट प्रकारच्या भागांच्या प्रक्रियेसाठी वापरली जातात. इ. ही मशीन टूल्स विशेष हेतूसाठी प्रक्रिया करण्यासाठी अत्यंत कार्यक्षम आणि अचूक आहेत.
(२) दुसरे म्हणजे भागांची प्रक्रिया अचूकता सुधारण्यासाठी त्रुटी भरपाई तंत्रज्ञानाचा वापर करणे. सीएनसी मिलिंग मशीन, सीएनसी लेथ, सीएनसी ग्राइंडर, सीएनसी बोरिंग आणि मिलिंग मशीन आणि कंपाऊंड मशीनिंग सेंटर ही मुख्य घातांकारी नियंत्रण यंत्र साधने आहेत.
सीएनसी मशीन टूल्स सामान्यत: सामान्य हेतू मशीन टूल्स असतात, कारण संगणक प्रोग्रामिंग तंत्रज्ञानाचा वापर केल्यामुळे, संगणक सिम्युलेशन प्रोसेसिंग आणि डीबगिंगवर प्री-प्रोग्राम केले जाऊ शकते, जटिल आकारासाठी योग्य, अनुकूल भाग आणि विविध भागांची प्रक्रिया योग्य असू शकते. सीएनसी मशीन टूल्स महाग आहेत, परंतु त्यांना प्रक्रियेचे ऑटोमेशन लक्षात येऊ शकते आणि पुनरावृत्ती प्रक्रियेची अचूकता आणि उत्पादन क्षमता आहे.
योग्य प्रक्रिया उपकरणे कशी निवडायची?
संगणक नियंत्रण तंत्रज्ञानाच्या विकासासह, प्रक्रियेचे स्वयंचलितकरण लक्षात घेण्याकरिता, मॅन्युअल ऑपरेशन त्रुटी टाळण्यासाठी आणि प्रक्रियेची अचूकता आणि स्थिरता सुधारण्यासाठी जास्तीत जास्त मशीन टूल्स सीएनसी सिस्टममध्ये एकत्रित केली जातात. म्हणूनच, सीएनसी मशीन टूल्स प्रिसिजन पार्ट्स मॅन्युफॅक्चरिंगच्या क्षेत्रात मोठ्या प्रमाणात वापरली जातात.
(1) स्थिर प्रक्रिया गुणवत्तेसह दंड मेटल शाफ्टची सीएनसी प्रक्रिया सुस्पष्टता जास्त आहे;
(२) हे मल्टि-कोऑर्डिनेटेड दुवा साधू शकते आणि उच्छृंखल आकारांसह प्रक्रिया भाग बनवते.
()) जेव्हा दंड हार्डवेअरचे सीएनसी भाग बदलले जातात, तेव्हा केवळ तयारीच्या वेळेची बचत करण्यासाठी एनसी प्रोग्राम बदलण्याची आवश्यकता असते.
()) मशीन टूलमध्ये स्वतःच उच्च सुस्पष्टता आणि कडकपणा असतो आणि फायदेशीर प्रक्रियेची रक्कम निवडू शकतो आणि आउटपुट रेट जास्त असतो (सामान्यत: सामान्य मशीन टूलाच्या 3 ते 5 पट).
(5) मशीन टूल्स अत्यधिक स्वयंचलित आहेत आणि श्रम तीव्रता कमी करू शकतात.
शॉर्ट कटिंग टूल्स वापरुन सीएनसी फाईन प्रोसेसिंग हे बारीक हार्डवेअर भागांचे मुख्य वैशिष्ट्य आहे. शॉर्ट कटर टूल विचलन लक्षणीयरीत्या कमी करू शकतात आणि नंतर उत्कृष्ट पृष्ठभागाची गुणवत्ता प्राप्त करतात, पुन्हा काम टाळतात, वेल्डिंग रॉड्सचा वापर कमी करतात आणि ईडीएम प्रक्रिया वेळ कमी करतात. पाच-अक्ष मशीनिंगचा विचार करताना, पाच-अक्ष प्रोसेसिंग डाय वापरण्याच्या तत्त्वाचा विचार करणे आवश्यक आहे: शक्य तितक्या कमीतकमी कटिंग मटेरियलसह संपूर्ण वर्कपीस प्रक्रिया पूर्ण करणे, परंतु प्रोग्रामिंग कमी करणे, क्लॅम्पिंग आणि प्रक्रिया वेळ अधिक परिपूर्ण पृष्ठभाग गुणवत्ता प्राप्त करण्यासाठी.
वाजवी प्रक्रिया तंत्रज्ञान कसे तयार करावे?
(१) रफ प्रक्रिया प्रक्रिया. प्रत्येक प्रक्रियेच्या पृष्ठभागावरील बहुतेक प्रक्रिया भत्ता खंडित करण्यासाठी आणि अचूक बेंचमार्क तयार करण्यासाठी, शक्य तितक्या उत्पादकता सुधारणे हा सर्वात महत्वाचा विचार आहे.
(२) अर्ध-अंतिम टप्पा. रफ प्रक्रिया नंतर शक्य उणीवा दूर करा, देखावा पूर्ण होण्याची तयारी करा, आवश्यक प्रक्रिया अचूकतेपर्यंत पोहोचणे आवश्यक आहे, योग्य परिष्करण भत्ता सुनिश्चित करा आणि दुय्यम पृष्ठभाग प्रक्रिया एकत्र एकत्र करणे आवश्यक आहे.
()) अंतिम टप्पा मागील टप्प्यात सोडलेला शेवटचा भत्ता काढण्यासाठी या टप्प्यात, मोठ्या कटिंग स्पीड, लहान फीड आणि कटिंग खोलीची निवड केली जाते जेणेकरून भागांचे स्वरूप रेखांकनांच्या तांत्रिक आवश्यकता पूर्ण करेल.
()) अल्ट्राफाइन मशीनिंग स्टेज. हे मुख्यतः पृष्ठभागाच्या उग्रपणाचे मूल्य कमी करण्यासाठी किंवा प्रक्रियेचे स्वरूप बळकट करण्यासाठी वापरले जाते. हे मुख्यतः पृष्ठभागावर प्रक्रिया करण्यासाठी वापरले जाते पृष्ठभाग उदासीनता (आर <0.32 अम) च्या आवश्यकतेसह.
()) अल्ट्रा-दंड प्रक्रिया चरण. मशीनिंग अचूकता ०.०-०.०१ मायक्रॉन आणि पृष्ठभाग रफनेस व्हॅल्यू आरए 0.001 मायक्रॉनपेक्षा कमी आहे. प्रक्रिया करण्याच्या मुख्य पद्धती म्हणजेः बारीक पठाणला, आरसा पीसणे, बारीक पीसणे आणि पॉलिश करणे.
वर्कपीससाठी योग्य सामग्री कशी निवडावी?
अचूक प्रक्रिया करणे, सर्व कच्चे माल अचूक प्रक्रिया करण्याची इच्छा बाळगू शकत नाहीत, काही कच्चे माल खूपच कठोर असतात, प्रक्रिया मशीन भागांच्या कडकपणापेक्षा जास्त, मशीन भाग कोसळू शकतात, म्हणून ही कच्चा माल अचूक यांत्रिक प्रक्रियेसाठी योग्य नाही, तोपर्यंत हे अद्वितीय कच्च्या मालापासून किंवा लेसर कटिंगपासून बनविलेले आहे.
अचूक मशीनिंगसाठी कच्चा माल दोन प्रकारात विभागला जाऊ शकतो, धातू कच्चा माल आणि धातू नसलेली कच्चा माल.
धातूच्या कच्च्या मालासाठी, रस्ट स्टीलची कडकपणा जास्त आहे, कास्ट लोहाच्या नंतर, तांबे आणि मऊ एल्युमिनियम नंतर.
सिरेमिक आणि प्लास्टिकची प्रक्रिया नॉन-मेटलिक कच्च्या मालाच्या प्रक्रियेशी संबंधित आहे.
1. सर्व प्रथम, भागांमध्ये कठोरपणाची विशिष्ट डिग्री असणे आवश्यक आहे. काही अनुप्रयोगांसाठी, रिक्त सामग्रीची कठोरता जितकी जास्त असेल तितके चांगले. हे केवळ मशीनिंग भागांच्या कठोरपणाच्या आवश्यकतापुरते मर्यादित आहे. मशिन केलेले साहित्य फार कठीण असू शकत नाही. जर ते मशीनिंग केलेल्या भागांपेक्षा कठोर असतील तर ते मशीनिंग केले जाऊ शकत नाहीत.
2. दुसरे म्हणजे, सामग्री कठोरपणा आणि कोमलतेमध्ये मध्यम आहे. कडकपणाचे किमान एक स्तर मशीन भागांपेक्षा कमी आहे. त्याच वेळी, ते प्रक्रिया केलेल्या उपकरणांच्या कार्यप्रणालीवर आणि मशीन भागांसाठी सामग्रीची योग्य निवड यावर अवलंबून असते.
थोडक्यात, तंतोतंत मशीनिंगमध्ये सामग्रीच्या गुणवत्तेसाठी अजूनही काही आवश्यकता आहेत, सर्व सामग्री प्रक्रिया करण्यासाठी योग्य नाहीत, जसे मऊ किंवा कठोर कच्चा माल, प्रक्रिया करण्यासाठी आधीची आवश्यक नसते, आणि नंतरची प्रक्रिया करण्यास असमर्थ असते.
मेस्टेक ग्राहकांना अचूक धातूच्या भागाचे उत्पादन आणि प्रक्रिया करतो. आपल्याला अधिक माहिती हवी असल्यास कृपया आमच्याशी संपर्क साधा.




